主營:生物可降解薄膜、生物可降解膠水、可降解材料
19168903319






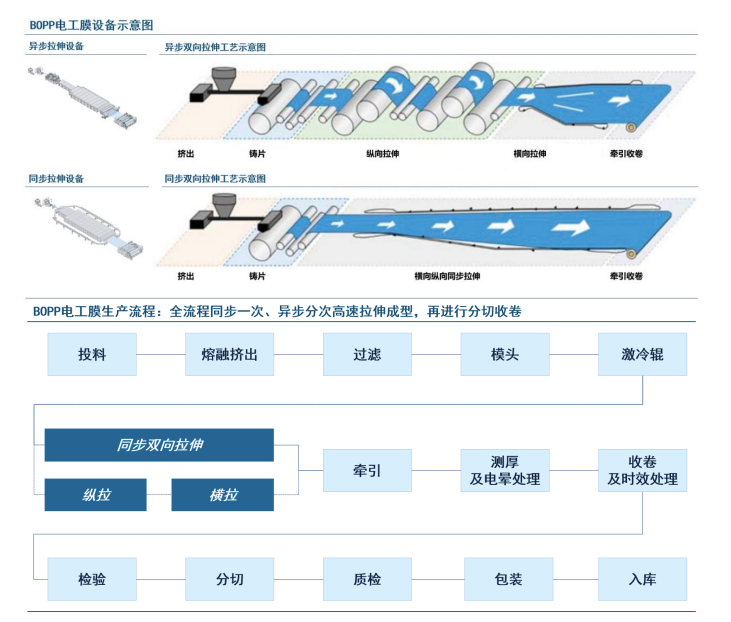
一、雙向拉伸薄膜(Biaxially Oriented Film)
工藝核心:先將樹脂熔融擠出成厚片,再在縱向和橫向依次或同時拉伸,使分子鏈沿雙向取向排列,最后熱定型。常見品類有 BOPP、BOPET、BOPA。
優點
力學性能優異:拉伸強度、撕裂強度、挺度遠高于流延和吹膜,薄膜不易破損,適合高速包裝線。
光學性能好:透明度高、光澤度好,霧度低,外觀質感佳,適合食品、日化的高檔次包裝。
阻隔性較強:通過雙向取向優化分子結構,對氧氣、水汽的阻隔性優于同類未取向薄膜;BOPA 還具備優異的耐穿刺和耐低溫性能。
尺寸穩定性好:熱收縮率低,印刷后不易變形,適合高精度印刷和復合加工。
缺點
設備投資大:雙向拉伸生產線造價高,對工藝控制精度要求嚴苛,前期投入門檻高。
薄膜厚度受限:難以生產厚膜(通常厚度范圍 10–50μm),無法滿足重包裝等厚膜需求。
耐沖擊性較差:分子取向導致薄膜脆性增加,低溫環境下易脆裂,不適合單獨作為重包裝或抗跌落包裝。
無法生產熱封膜:雙向拉伸工藝破壞了樹脂的熱封性能,需復合熱封層才能實現熱封。
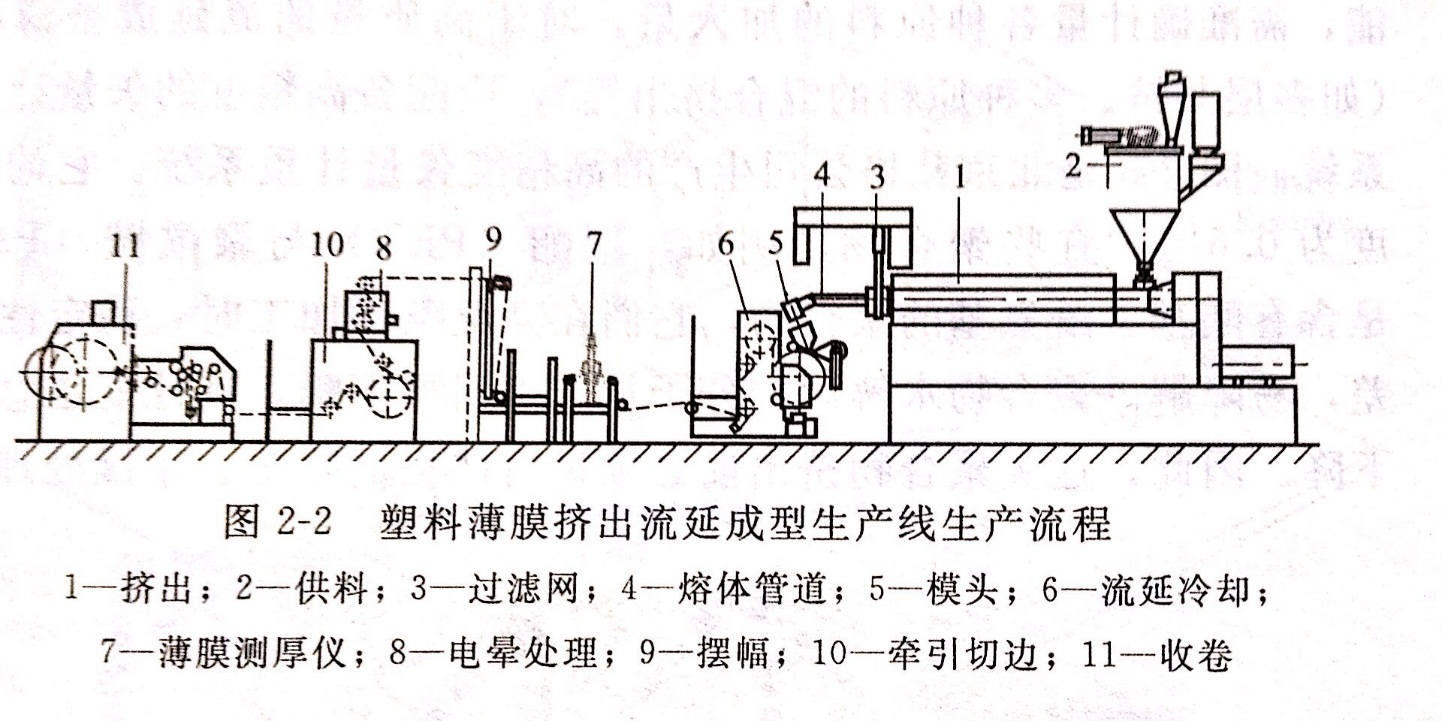
二、流延薄膜(Cast Film)
工藝核心:樹脂熔融后從 T 型模頭擠出,直接貼合在冷卻輥上快速冷卻定型,形成薄膜。常見品類有 CPP、CPE、C-PET。
優點
生產效率高:冷卻速度快,薄膜成型周期短,可實現高速量產;幅寬可以做得很寬。
光學性能出色:冷卻均勻,薄膜透明度高、霧度極低,表面平整光滑,印刷和復合效果好。
厚度均勻性好:模頭擠出 + 冷卻輥定型的工藝,能精準控制薄膜厚度公差,優于吹膜。
熱封性能優異:無需復合即可直接熱封,熱封溫度范圍寬、熱封強度高,是食品包裝熱封層的首選。
柔韌性好:分子無明顯取向,薄膜柔軟有韌性,耐沖擊性優于雙向拉伸薄膜。
缺點
力學強度較低:拉伸強度、挺度弱于雙向拉伸薄膜,包裝時易起皺,不適合高速自動化包裝線。
阻隔性一般:未經過取向處理,對氧氣、水汽的阻隔性不如雙向拉伸薄膜,需通過共擠改性提升。
設備能耗較高:冷卻輥需要持續低溫,能耗比吹膜工藝高。
厚度范圍有限:過厚的薄膜冷卻不均勻,易出現晶點,通常厚度范圍 15–200μm。
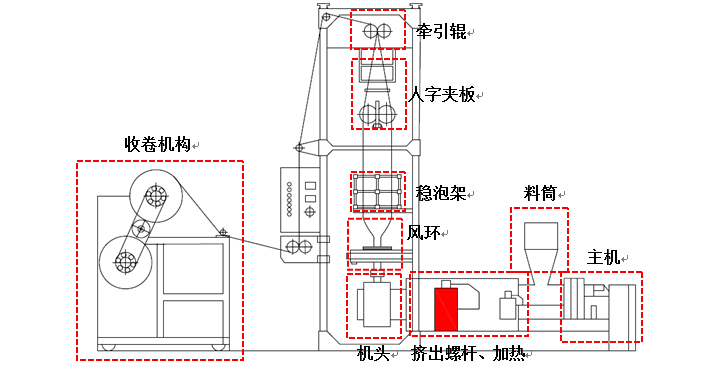
三、吹膜(Blown Film)
工藝核心:樹脂熔融后經環形模頭擠出,同時從模芯吹入壓縮空氣,使薄膜橫向吹脹,再經牽引輥拉伸定型,形成筒狀薄膜。常見品類有 PE 吹膜、PVC 吹膜。
優點
設備投資低:生產線結構簡單,造價遠低于雙向拉伸和流延設備,適合中小型企業。
厚度范圍廣:可生產超薄膜(幾 μm)到厚膜(幾百 μm),還能直接生產筒狀膜,無需制袋工序,節省成本。
力學性能均衡:薄膜具有一定的雙向取向(吹脹橫向 + 牽引縱向),柔韌性、耐沖擊性好,抗穿刺能力強,適合重包裝(如垃圾袋、購物袋)。
能耗較低:無需額外冷卻輥低溫系統,依靠空氣冷卻,能耗比流延工藝低。
原料適應性強:可使用再生料生產,降低原料成本,適合低端包裝需求。
缺點
光學性能差:空氣冷卻不均勻,薄膜表面易有波紋,透明度和光澤度低于流延和雙向拉伸薄膜,外觀質感一般。
厚度均勻性差:吹脹過程中薄膜厚度受風壓、牽引速度影響大,公差范圍寬,不適合高精度印刷。
生產速度慢:空氣冷卻效率低,薄膜成型速度慢,量產效率低于流延工藝。
幅寬受限:薄膜幅寬受模頭尺寸和吹脹比限制,難以生產超寬幅薄膜。

手機掃一掃
深圳凱峰 生物可降解膜材料批發生產廠家備案號:粵ICP備2021036003號
主營:可降解纖維素啞膜、纖維素防刮花啞膜、纖維素觸感膜、PLA啞膜、PLA防刮花啞膜、可降解保護膜
全國熱線:19168903319聯系電話:191-6890-3319
郵箱:melissa@kfnmsz.com地址:深圳市福田區車公廟天安數碼城天濟大廈CD座3D01
工廠地址:東莞市寮步鎮泉塘曲嶺二路9號A棟3樓
版權所有:深圳市凱峰新材料有限公司



